1.系統壓力波動
引起壓力波動的主要原因:
①調節壓力的螺釘由于震動而使鎖緊螺母松動造成壓力波動; ②液壓油不清潔,有微小灰塵存在,使主閥芯滑動不靈活.因而產生不規則的壓力變化.有時還會將閥卡住;
③主閥芯滑動不暢造成阻尼孔時堵時通;
④主閥芯圓錐面與閥座的錐面接觸不良好,沒有經過良好磨臺;
⑤主閥芯的阻尼孔太大,沒有起到阻尼作用;
⑥先導閥調正彈簧彎曲,造成閥芯與錐閥座接觸不好,磨損不均。
解決方法:
①定時清理油箱,管路,對進入油箱,管路系統的液壓油要過濾;
②如管路中已有過濾器,則應增加二次過濾元件,或更換二次元件的過濾精度;并對閥類元件拆卸清洗,更換清潔的液壓油;
③修配或更換不合格的零件;
④適當縮小阻尼孔徑。
2.系統壓力完全加不上去
原因1:
①主閥芯阻尼孔被堵死,如裝配對主閥芯未清洗干凈,油液過臟或裝配時帶人雜物;
②裝配質量差,在裝配時裝配精度差,閥間間隙調整不好,主閥芯在開啟位置時卡住,裝配質量差;
③主閥芯復位彈簧折斷或彎曲,使主閥芯不能復位。
解決方法:
①拆開主閥清洗阻尼孔并從新裝配;
②過濾或更換油液;
③擰緊閥蓋緊固螺釘更換折斷的彈簧。
原因2:先導閥故障。
①調正彈簧折斷或未裝入,
②錐閥或鋼球未裝,
③錐閥碎裂。解決方法:更換破損件或補裝零件,使先導閥恢復正常工作。
原因3:遠控口電磁閥未通電(常開型)或滑閥卡死。
解決方法:檢查電源線路,查看電源是否接通;如正常,說明可能是滑閥卡死,應檢修或更換失效零件。
原因4:液壓泵故障。
① 液壓泵聯接鍵脫落或滾動;
②滑動表面間問隙過太;
③葉片泵的葉片在轉子槽內卡死;
④葉片和轉子方向裝反;
⑤葉片中的彈簧因所受高頻周期負載作用,而疲勞變形或折斷。
解決方法:
①更換或從新調正聯接鍵,并修配鍵槽;
②修配滑動表面間間隙;
③拆卸清洗葉片泵;
④糾正裝錯方向;
⑤更換折斷彈簧。
原因5:進出油口裝反,調正過來。
3.系統壓力升不高
原因1:
①主閥芯錐面磨損或不圓,閥座錐面磨損或不圓;
②錐面處有臟物粘住;
③錐面與閥座由于機械加工誤差導致的不同心;
④主閥芯與閥座配合不好,主閥芯有別勁或損壞,使閥芯與閥座配合不嚴密,
⑤主閥壓蓋處有泄漏,如密封墊損壞,裝配不良,壓蓋螺釘有松動等。
解決方法:
①更換或修配溢流閥體或主閥芯及閥座,
②清洗溢流閥使之配合良好或更換不合格元件,
③拆卸主閥調正閥芯,更換破損密封墊,消除泄漏使密封良好。
原因2:先導閥調正彈簧彎曲或太短、太軟,致使錐閥與閥座結合處封閉性差,如錐閥與閥座磨損,錐閥接觸面不圓,接觸面太寬,容易進入臟物,或被膠質粘住。
解決方法:更換不合格件或檢修先導閥,使之達到使用要求。
原因3:
①遠控口電磁常閉位置時內漏嚴重;
② 閥口處閥體與滑閥嚴重磨損;
③滑閥換向未達到正確位置,造成油封長度不足;
④遠控口管路有泄漏。
解決方法:
①檢修更換失效件,使之達到要求,
②檢查管路消除泄漏。
4.壓力突然升高
原因1:
①由于主閥芯零件工作不靈敏,在關閉狀態時突然被卡死;
②加工的液壓元件精度低,裝配質量差,油液過臟等原因。
原因2:先導閥閥芯與閥座結合面粘住脫不開,造成系統不能實現正常卸荷;調正彈簧彎曲“別勁”。
解決方法:清洗主閥閥體,修配更換失效零件。
5.壓力突然下降
原因1:
①主閥芯阻尼孔突然被堵;
②主閥蓋處密封墊突然破損;
③主閥芯工作不靈敏,在開啟狀態突然卡死,如,零件加工精度低,裝配質量差,油液過臟等;
④先導閥芯突然破裂;調正彈簧突然折斷。
原因2:遠控口電磁閥電磁鐵突然斷電使溢流閥卸荷;遠控口管接頭突然脫口或管子突然破裂。
解決方法:
①清洗液壓閥類元件,如果是閥類元件被堵,則還應過濾油液;
②更換破損元件檢修失效零件,
③檢查消除電氣故障。
6.在二級調壓回路及卸荷回路壓力下降時產生較大振動和噪聲
原因:在某個壓力值急劇下降時,在管路及執行元件中將會產生震動;這種振動將隨著加壓一側的容量增大而增大。
解決方法:
1)要防止這種振動聲音的產生,必須使壓力下降時間(即變化時間)不小于0.1s。可在溢流閥遠程控制口處接入固定節流閥,如圖2-87所示,此時卸荷壓力及最低調整壓力將變高。
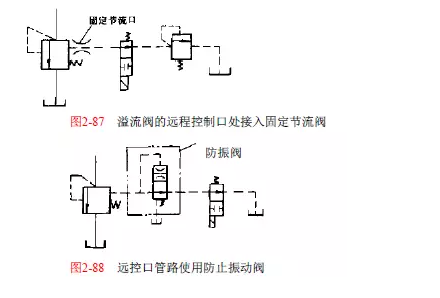
2)如圖2-88所示,在遠控口的管路里使用防止振動閥,并且具有自動調節節流口的機能,卸荷壓力及最低調整壓力不會變高,也不能產生震動和噪聲。
力克川液壓擁有國際一流的加工與檢測設備:智能柔性技工流水線;立式、臥式加工中心;高精密智能數控磨床、車床;剃齒機;三坐標測量儀;齒輪測量儀;磁化檢測儀;各種試驗臺。公司通過ISO9001國際質量體系認證,并始終將ISO9001的要求貫徹到技術、質量和生產管理的每個環節。力克川熱線:400-116-2006

公司名稱:青島力克川液壓股份有限公司
聯系電話:400-116-2006 / 0532-55676157
公司郵箱:lkc@likechuan.com
海外郵箱:lkc2006@likechuan.com
公司地址:中國青島高新技術產業開發區思源路36號
